

保產(chǎn)業(yè)有限公司")


















 Youtube
Youtube 視頻庫
視頻庫 領(lǐng)英
領(lǐng)英 微信公眾號(hào)
微信公眾號(hào) ")
網(wǎng)站導(dǎo)航
聯(lián)系我們
- 服務(wù)熱線:
4006-190-888 - E-Mail:
info@enerpat.com.cn - 公司地址:
江蘇省如皋市常青鎮(zhèn)新泰路2號(hào) - 備案號(hào):
蘇ICP備19005363號(hào)
掃碼關(guān)注
站") 瀏覽手機(jī)站
瀏覽手機(jī)站
二維碼") 公眾號(hào)二維碼
公眾號(hào)二維碼
_副本")
熱搜關(guān)鍵詞: 金屬屑?jí)簤K機(jī) 廢紙打包機(jī) 農(nóng)村垃圾破碎機(jī)
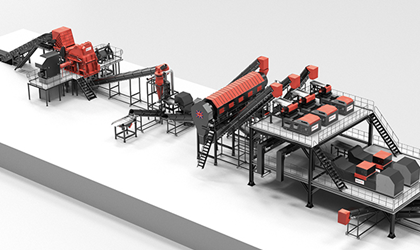
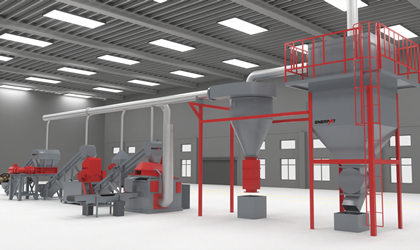
薄膜清洗造粒線的生產(chǎn)過程中一般要經(jīng)過回收、破碎、篩選、粉碎、清洗、干燥、造粒等幾個(gè)環(huán)節(jié),今天我們將對(duì)其中的造粒環(huán)節(jié)做一下介紹:

1. 原料預(yù)處理
清洗過程中,廢塑料會(huì)殘留大量的水,水分會(huì)在熔體中產(chǎn)生氣泡,影響造粒質(zhì)量。因此,廢料在加工前必須干燥,干燥溫度要合理設(shè)定,以防止粘結(jié)和結(jié)塊等現(xiàn)象的發(fā)生。干燥時(shí)間要根據(jù)干燥溫度設(shè)定,確保干燥達(dá)到造粒要求。
2. 溫度控制
擠出溫度是物料塑化和塑料熔體流動(dòng)的必要條件。它對(duì)物料的塑化、造粒的質(zhì)量和過程有非常重要的影響。為了正確控制擠壓溫度,我們必須要先了解被加工材料的溫度承受極限與其物理性能之間的關(guān)系。只有找出其特點(diǎn)和規(guī)律,才能選擇更好的擠出造粒溫度范圍。因此,在設(shè)定各階段的溫度時(shí),應(yīng)考慮以下幾個(gè)方面:聚合物本身的性質(zhì),如熔點(diǎn)、分子量大小和分布、熔融指數(shù)等。
3. 壓力控制
重要的壓力參數(shù)是熔體壓力,也就是機(jī)頭壓力。一般來講,提高熔體壓力會(huì)降低擠出機(jī)的產(chǎn)量,增加產(chǎn)品密度,有利于提高產(chǎn)品質(zhì)量。但是壓力太大會(huì)帶來安全問題。材料的性能、螺桿結(jié)構(gòu)、螺桿的轉(zhuǎn)速、加工溫度、過濾目數(shù)、孔板的孔徑等都會(huì)影響熔體壓力。

4. 螺桿轉(zhuǎn)速與擠出速度
螺桿轉(zhuǎn)速是影響擠出率、產(chǎn)品質(zhì)量的一個(gè)重要參數(shù)。單螺桿擠出機(jī)轉(zhuǎn)速增大,產(chǎn)量會(huì)隨之增加。但是螺桿轉(zhuǎn)速過快,會(huì)造成電機(jī)負(fù)荷過大,熔體壓力過高,擠出量不穩(wěn)定等后果。所以調(diào)整轉(zhuǎn)速要適當(dāng)。
5. 雜質(zhì)過濾
廢舊塑料即使經(jīng)過清洗和分離后,還是會(huì)殘留很多雜質(zhì)。因此,塑料熔體擠出前需要過濾,去除殘留雜質(zhì),保證粒子質(zhì)量。
薄膜清洗造粒線中的造粒工序是塑料顆粒成型的終端流程,所以重要程度顯而易見。恩派特造粒機(jī)性能好、穩(wěn)定易操作,廣受客戶好評(píng)。
本文出自恩派特江蘇環(huán)保產(chǎn)業(yè)有限公司轉(zhuǎn)載請(qǐng)說明出處及鏈接
(http://www.bsgs8.cn/)
給出答案!")
在銅材加工、機(jī)械制造、五金生產(chǎn)等行業(yè),銅屑是產(chǎn)量龐大的生產(chǎn)廢... 【詳情+】
簤K機(jī)——提升資源利用率,助力金屬回收產(chǎn)業(yè)升級(jí)!")
在機(jī)械制造、汽車加工等行業(yè)的生產(chǎn)過程中,會(huì)產(chǎn)生大量絲狀、刨花... 【詳情+】

189-3616-8877


